
УДК 621.644.073
А.В. ДАХНО, директор, Волжский научно-технический комплекс (филиал) Волгоградского государственного технического университета;
Ю.П. СМИРНОВ, канд. техн. наук, заместитель директора по науке и новой технике, Волжский
научно-технический комплекс (филиал) Волгоградского государственного технического университета;
Н.Д. СЕРДЮКОВ, аспирант, Волжский политехнический институт (филиал) Волгоградского государственного технического университета.
Ключевые слова: манжета резиновая инновационная с обтюраторами, межтрубное пространство, бесклеевая технология изготовления манжеты; модуль упругости, клейкость и прочность резины; начальное окружное напряжение, усталостное сопротивление кромки обтюратора, период релаксации напряжения
Keywords: innovative rubber cuff with obturators, inter-tube space, glue-free cuff manufacturing technology; elastic modulus, stickiness and strength of rubber; initial circumferential stress, fatigue resistance of the obturator edge, stress relaxation period
Создана современная инновационная резиновая манжета для герметизации межтрубного пространства между магистральным трубопроводом и защитным кожухом для переходов. Разработана бесклеевая технология изготовления манжет на основе базовой резины 8Т-9, где из 16 ингредиентов в составе резины произвели замену или откорректировали 4 ингредиента и в результате технологических экспериментов значительно повысили клейкость резины. Экспериментально с использованием методов матстатистики определили значения модуля упругости резины и доверительный интервал. На модельных образцах – квадратных колец 3х3 мм, имитирующих напряженную кромку обтюратора, выполнили эксперименты по релаксации напряжения натяга модельных колец на оправке, фиксируя нагрузки с помощью тензодатчика и цифрового индикатора. Установили период усталостного сопротивления обтюратора, равным около полутора годам. За данный период произойдет полный цикл структурирования резин низкотемпературной вулканизации прокладок, обеспечивающих герметизацию больших зазоров на трубе и защитном кожухе. То есть прокладки надежно привулканизуются к манжете, трубопроводу и кожуху защитному и приобретут требуемую прочность.
A modern innovative rubber cuff has been created to seal the inter-tube space between the main pipeline and the protective casing for transitions. A glue-free technology for manufacturing cuffs based on 8T-9 base rubber has been developed, where 4 ingredients were replaced or corrected out of 16 ingredients in the rubber and as a result of technological experiments, the stickiness of the rubber was significantly increased. The values of the elastic modulus of rubber and the confidence interval were determined experimentally using matstatistics methods. On model samples – 3×3 mm square rings simulating the stressed edge of the obturator, experiments were performed to relax the tension of the model rings on the mandrel, fixing the loads using a load cell and a digital indicator. The fatigue resistance period of the obturator was set to be about one and a half years. During this period, a full cycle of structuring of rubbers of low-temperature vulcanization of gaskets will occur, providing sealing of large gaps on the pipe and the protective casing. That is, the gaskets are reliably vulcanized to the cuff, pipeline and protective casing and will acquire the required strength.
Введение
Манжета герметизирует межтрубное пространство переходов газонефтепроводов диаметром до 2250 мм, прокладываемых в защитном кожухе (футляре) диаметром до 2550 мм, под дорогами, водными преградами, инженерными сооружениями, во влажных и заболоченных грунтах в районах с суровыми условиями.


Рис. 1. Манжета резиновая ∅1720 × ∅1420 с обтюраторами: а) – на дорне после вулканизации; б) – в свободном состоянии.
По завершению монтажа перехода, межтрубное пространство с обеих сторон герметизируют манжетами и через прокладки закрепляют хомутами на трубопроводе и кожухе. Из-за несовершенства конструкций манжет и хомутов, грунтовые воды проникают под прокладками или манжетой в межтрубное пространство перехода, серьезно ухудшая условия полноценного структурирования резиновых низкотемпературной вулканизации прокладок, уплотняющих большие зазоры [1].
Устранение указанных недостатков и разработка современной инновационной манжеты (рис.1) достигается тем, что концевые ее участки – обтюраторы на торцевых частях выполнены вовнутрь манжеты. В свободном состоянии обтюраторы имеют форму кольца шириной 50 и толщиной 3 мм и выполнены как единое целое с манжетой (рис. 2). Обтюраторы в растянутом состоянии на трубе и кожухе благодаря возникающему окружному напряжению плотно и равномерно обжимают трубу и кожух до места установки прокладок, создавая грунтовым водам преграду к прокладкам (рис. 3).
В традиционном конфекционном производстве герметизирующих крупногабаритных манжет [2] для переходов магистральных трубопроводов использовали базовую резиновую смесь 8Т-9. Она во многом удовлетворяет требованиям эксплуатации. Но конфекционное производство по своей природе требует применения в своей технологии клеев и продолжительной сушки, промазанных клеем раскроенных листов каландрованной резиновой смеси. С целью экологической безопасности, улучшения санитарно-гигиенических условий для рабочих, повышения привлекательности труда и роста производительности сборки манжет на дорне приняли инвестиционное плановое решение – исключить из производства клеевую технологию. Данное решение еще подкреплялось тем, что перед вулканизацией после сборки «сырой» манжеты, ее плотно опрессовывали на стальном дорне многослойной бинтовой обмоткой.
В резиновой промышленности сопротивление разрыву рассматривается как стойкость тела, определяющее его способность противостоять разрушению под действием механических сил.
Этот параметр, определенный испытанием, характеризует прочность вулканизата на разрыв при растяжении. Хотя растягивающие усилия, действующие в условиях эксплуатации на резиновые изделия, редко бывают равными усилиям разрыва, проводимым в лаборатории, многие инженеры технологи считают сопротивление разрыву важным показателем качества резины [3].
Базовым каучуком в резиновой смеси 8Т-9 является СКИ-3 гр. 1, 2 и для повышения показателя разрыва вулканизата при растяжении произвели корректировку и ввели в состав резины 30% натурального каучука (НК), обладающего свойством кристаллизоваться при деформации. Причем натуральный каучук, имеющий меньшую вязкость, то есть меньшую молекулярную массу, чем базовый, обладает очень хорошей конфекционной клейкостью, повышая данный показатель в резиновой смеси.
С тем, чтобы перейти на бесклеевую технологию изготовления манжет в состав резины ввели несколько масс частей клеящей смолы VOL-1801, представляющую собой термопластичную новолачную смолу с превосходными свойствами для повышения клейкости резины [4]. Использование смолы VOL-1801, как показывает практика шинной промышленности, позволяет избежать разделения слоев и образования пузырьков во время производства шины, а также усиливает адгезию резиновой смеси и обеспечивает хорошее сцепление в данном процессе. Во избежание выпотевания противостарителей, снижающих клейкость, в рецептуре резины исключили воск защитный ЯВ-1.
Для предупреждения проступания на поверхность резиновой смеси и ухудшения клейкости вместо обычной кристаллической ромбовидной серы использовали нерастворимую, и это дополнительно позволило оптимизировать плотность поперечных связей, образующихся при вулканизации [3].
Чтобы избежать порообразования и вызываемого им снижения прочности резины при вулканизации манжеты в автоклаве медленно снижали давление к концу цикла вулканизации.
Низкоструктурные марки техуглерода, меньше ухудшающих клейкость резиновой смеси, чем высокоструктурные [5], не подвергали корректировке.
Итак, выполнив определенную рецептурную корректировку базовой резиновой смеси 8Т-9 с целью повышения конфекционной клейкости смеси удалось освоить в производстве бесклеевую технологию сборки манжеты. А продлив время вулканизации манжеты за счет медленного ступенчатого снижения давления в автоклаве, повысили фактическую прочность вулканизата на 3,0-3,2 МПа.
Из 16 наименований ингредиентов базовой резины подвергли корректировке или замене 4 наименования, так как в процессе создания и технологической отработки резины 8Т-9 прежде выполнили достаточное количество экспериментальных исследований, исходя из требований, как производственных, так и эксплуатационных условий.
Расчет начального напряжения на кромке концевого участка – обтюратора выполним согласно приведенной (рис. 2) конструктивной схемы монтажа манжеты ∅1720 × ∅1420 на переходе трубопровода.
Dm – Dтр= 2 · Δ = 2·7,5 = 15 мм
Dтр = Dm – 15
Dm – Dо = 2 · l = 2·50 = 100 мм
Dо = Dm – 100
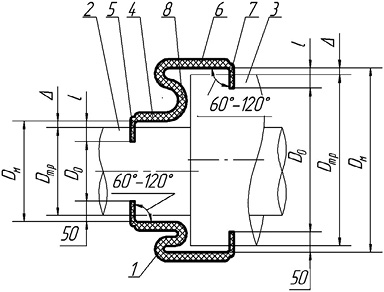
Рис. 2. Манжета резиновая с эксцентриситетом и обтюраторами для перехода в деформированном состоянии: 1 – манжета; 2 – трубопровод; 3 – кожух защитный; 4 – цилиндрическая часть для трубопровода; 5 – обтюратор на трубопровод; 6 – цилиндрическая часть для защитного кожуха; 7 – обтюратор на кожух; 8 – коническая стенка деформированная; Δ – радиальный зазор между цилиндрическими частями манжеты и тубой или кожухом 7,5 мм; l – радиальный зазор между трубой или защитным кожухом и концевыми кромками обтюраторов
Определим относительную величину растяжения наружной кромки концевого участка на трубе λ:

Степень растяжения составит:
ε = 1 − λ
Начальное напряжение σ0 наружной кромки концевого участка обтюратора-манжеты:
σ0 = ε · Е
Модуль упругости резины Е манжеты определим при объеме выборки
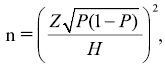
где уровень доверительности принимаем 95%, тогда нормированное отклонение Z=1,96;
p – вариация для выборки в долях, 0,5;
Н – допустимая ошибка в долях, 0,2, равном 24,75, или из 25 опытных показателей модуля (то есть из 5 закладок резиновой смеси по 5 опытных образцов и измерений), тогда:
Доверительный интервал при доверительности 95%:

Таким образом, модуль упругости резины составит ∅=2,503±0,095 МПа. Экспериментальное значение модуля упругости вполне согласуется с данными работы [6] при твердости резины 55-60 усл. ед. Шора А, соответствующей резине марки 8Т-9.
Тогда для труб ∅1420 мм степень растяжения ε составит 0,064 и начальное окружное напряжение σ0=1,6·10-3 Н/м2, а для трубы ∅1720 мм ε =0,052 и σ0=1,3·10-3 Н/м2. То есть среднее значение начального окружного напряжения σ0 на наружной кромке концевого участка составит σ0 =1,5·10-3 Н/м2.
Причем с увеличением типоразмера манжеты и при равных параметрах зазоров между манжетой и трубой, кожухом манжеты, а так же равных размеров наружной кромки концевого участка обтюратора манжеты начальное окружное напряжение на наружной кромке обтюратора уменьшается согласно графика 1.

График 1. Зависимость изменения начального окружного напряжения σ0 (Н/м2·10-3) на наружной кромке концевого участка – обтюратора манжеты от типоразмера (диаметра трубы) на манжете D (мм).
Из распределения Больцмана следует формула, описывающая изменение напряжения от времени усталостного сопротивления. Исходя из чего, на кромке концевого участка манжеты – обтюратора можно записать:
σк = σ0 e-kτ (1)
где σк – напряжение на кромке концевого участка – обтюраторе к моменту расчетного времени τ. σк можно пренебречь и принять равным 0 из-за малости химической релаксации резины, то есть напряжение на кромке концевого участка – обтюратора практически ослабло, и наступила потеря герметизации от прежнего воздействия напряжения на кромке – обтюраторе. σ0 – начальное напряжение на кромке концевого участка манжеты, при монтаже манжеты на трубе. Примем σ0 как усредненную величину напряжений на концевой кромке манжеты ∅1720 × ∅1420 принимаем равной 1,5·10-3 Н/м2; τ – время релаксации, зависящее от начального напряжения на кромке концевого участка манжеты – обтюраторе, физических параметров внешней среды и реологических характеристик резины, сут; k – константа скорости процесса усталостной релаксации напряжения на концевом участке резиновой манжеты – обтюраторе от температуры рабочей среды, 1/сут. Предел температур внешней среды для уложенного в грунт перехода, например, на глубину 2,0÷2,5 м не превышает для открытого пространства в летнее время от плюс 15÷17 до минус 10÷12°С – в зимнее время. Показатель морозостойкости резины 8Т-9, согласно условиям монтажа манжеты на открытом воздухе, минус 50°С.
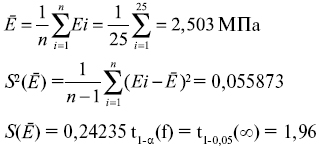
Причем смонтированная на трубопроводе и кожухе резиновая манжета полностью защищена от воздействия влаги, грунта, озонного старения и солнечной радиации стеклопластиковым укрытием (рис. 3), которое устанавливают поверх манжет и герметизируют укрытие на трубопроводе и кожухе, а так же по образующим обе его половины с использованием мягких резиновых уплотнений и резьбовых креплений.
Рис. 3. Стеклопластиковое укрытие и резиновая манжета, смонтированные на трубопроводе и кожухе перехода: 1 – манжета; 2 – труба; 3 – кожух; 4, 5 – обтюратор трубы и кожуха; 6, 7 – самовулканизующаяся резина на трубе и кожухе; 8,9 – хомуты на трубе и кожухе.
Изучая работы [7,8], а также ряд других исследований [9,10] на предмет экспериментальной постановки исследований скорости усталостной релаксации напряжений резины не удалось выявить стандартизованные экспериментальные методы диагностики данного показателя резины.
С целью исследования скорости усталостной релаксации напряжения кромки обтюратора k провели эксперимент с использованием опытных моделей – колец квадратного сечения 3×3 мм внутренним диаметром 40 мм, установленных на оправку с наружным диаметром 42,5 мм, что соответствует начальному окружному напряжению обтюраторов натурного изделия – манжеты ∅1420 × ∅1720. Резину для модельных образцов колец использовали 8Т-9 от одной закладки резиновой смеси.
Для снятия показателей использовали тензометрический датчик MLB13 производства ООО «ТОКВЕС» с наибольшим пределом измерений 7 кгс и классом точности 0,5%, который устанавливали по плоскости между ровными отдельными половинками оправки. На собранную оправку симметрично ее центра устанавливали 10 опытных модельных колец рис. 4 и по цифровому индикатору SH-20 фиксировали нагрузку. Тарировку тензодатчика MLB13 выполнили в соответствии с инструкцией, приложенной к паспорту тензодатчика.
К испытаниям допускали монолитные кольца без расслоений, микропор, трещин, недопрессов, прошедшие 5-ти цикловую тренировку на растяжение на 20% и последующей вылежки 1 сутки.
Собранную оправку вместе с тензодатчиком и модельными кольцами устанавливали в емкость, закрывали крышкой и помещали в холодильник с температурой воздуха в камере плюс 4°С.
Через каждые 15 суток замеры нагрузки фиксировали в течение не более 1,5 минут при условиях окружающей среды. Полученный показатель делили на 10.
Общая длительность эксперимента не превышала 90 суток.

Рис. 4. Оправка вместе с 10-тью опытными модельными образцами резиновых колец и тензодатчиком MLB13 между плоскостями половинок оправки.
Данные экспериментальных фиксированных нагрузок от времени релаксации начального окружного напряжения опытных модельных колец представлены в табл. 1.
Таблица 1. Данные экспериментальных фиксированных нагрузок
| № п/п | Продолжительность испытаний, сут. | Фиксированная нагрузка, кг | |
| 10-ти модельных колец | 1-го кольца | ||
| 1 | 0 | 5,184 | 0,518 |
| 2 | 15 | 2,230 | 0,223 |
| 3 | 30 | 1,150 | 0,115 |
| 4 | 45 | 0,664 | 0,066 |
| 5 | 60 | 0,475 | 0,047 |
| 6 | 75 | 0,528 | 0,053 |
| 7 | 90 | 0,481 | 0,048 |
Из данных табл. 1 видно, что нагрузка с 0,518 кг за 15 суток эксперимента упала примерно в 2,3 раза, а за последующие 15 суток снизилась еще в 2 раза. А затем снижалась более плавно до 0,05 кг.
Более наглядно данные эксперимента проиллюстрированы на графике 2, где видно, что в результате испытаний модельных колец в течение 70 и более суток величины нагрузок асимптотически расположились вдоль оси абсцисс и не превышали 0,05 кг.
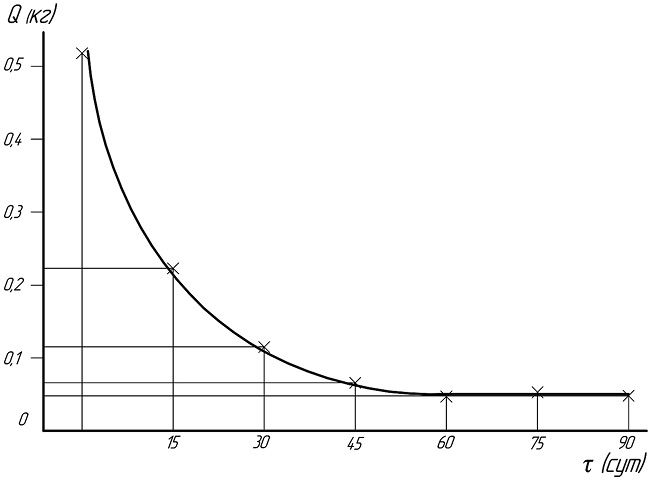
График 2. Зависимость нагрузок Q (кг) от времени τ (сут) релаксации начального окружного напряжения модельных колец (при пересчете на одно кольцо).
Таким образом, константа скорости усталостного сопротивления конечного участка резиновой манжеты-обтюратора составит:
Прологарифмируем уравнение (1) по основанию е:
lnσ0 – kτ = 0
Тогда период релаксации τ составит:
Таким образом, с учетом геометрических параметров концевого участка – обтюратора манжеты ∅1720 × ∅1420, марки резиновой смеси 8Т-9 и ее характеристик, а так же принятых выше предположениях, время релаксации усталостного сопротивления обтюратора составит около полутора лет. За данный период даже в зимних условиях произойдет полный цикл структурирования резин прокладок низкотемпературной вулканизации, обеспечивающих герметизацию больших зазоров манжеты на трубе и защитном кожухе.
Выводы
1. На основе экспериментальных исследований произведена замена или корректировка массовых долей отдельных ингредиентов базовой резиновой смеси 8Т-9 и, таким образом, создан состав смеси повышенной конфекционной клейкости и прочности, с учетом которых разработан технологический процесс бесклеевой сборки манжеты, позволивший вдвое ускорить сборочные операции и снизить стоимость манжеты.
2. Выполнены экспериментальные исследования определения модуля упругости Юнга обновленной резины высокой конфекционной клейкости. С использованием методов математической статистики установлен модуль равный 2,503 с доверительным интервалом ±0,095 МПа при коэффициенте доверительности – 0,95.
3. Созданы тонкостенные кольцевые обтюраторы как единое целое с манжетой, расположенные на концевых кромках цилиндрических частей манжеты. Обтюраторы обеспечивают требуемую по длительности преграду доступа грязи и влаги к уплотнительным из сырых низкотемпературной структуризации резин (самовулканизующихся) прокладок, герметизирующих большие зазоры межтрубного пространства на трубопроводе в защитном кожухе.
4. Выполнен расчет средней величины начального окружного напряжения σ0 кромки обтюратора для манжеты ∅1720 × ∅1420 мм с учетом его геометрических параметров, модуля упругости резины и величины растягивающих деформаций на трубе и кожухе, который составил 1,5·10-3 Н/м2. Графически представлена зависимость изменения начального окружного напряжения σ0(Н/м2·10-3) на наружной кромке концевого участка обтюратора манжеты от типоразмера манжеты (диаметр трубы) от 1220 до 2620 мм.
5. Выполнены экспериментальные исследования усталостной выносливости кромки обтюратора при деформации на трубе при условии близких к эксплуатационным. Экспериментально установлена константа скорости усталостного сопротивления концевого участка обтюратора манжеты 0,01212 1/сут и с использованием распределения Больцмана произведен расчет времени релаксации усталостной выносливости кромки обтюратора, которое составило около полутора лет. Такой срок вполне достаточен для обеспечения внешних условий самовулканизации резин прокладок без влаги, воды и прочего грунтового инфильтрата при герметизации больших зазоров межтрубного пространства.
Библиографический список
1. Н.Д. Сердюков, Технология герметизации больших зазоров неподвижных соединений // Строительные материалы, оборудование, технологии XXI века №11-12, 2019.
2. ТУ2531-002-53597015 Торцевое уплотнение, резиновая манжета для защиты межтрубного пространства на переходах магистральных трубопроводов, прокладываемых в защитном кожухе (футляре) под автомобильными, железными дорогами, инженерными сооружениями и водными преградами.
3. Дж. С. Дик, Как улучшить резиновые смеси. 1800 практических рекомендаций для решения проблем: пер. с англ. Яз. 2-го изд. под ред. Б.Л. Смирнова – СПб: ЦОП «Профессия», 2016. – 352 с., ил.
4. Rubber Technology: Compounding and Testing Performance, Hansen Gardner Publications, John S. Dik, Cincinnati, Ogaio, 2009.
5. C.K. Rhee, J. Andries; «Factors Wehih influence Autohesion of Elastomers», journal Rubber Chemistry and Technology, march KIR, 1981, issue number 54, с. 101.
6. Лепетов В.А., Юрцев Л.Н., Расчеты и конструирование изделий и технологической оснастки. Учеб. Пособие для вузов. – 4-е изд. перераб. и доп. – М: Издательство «Исток», 2009. – 420 с.
7. Уржумцев Ю.С. Прогнозирование длительного сопротивления полимерных материалов. М. Наука, 1982. – 222 с. табл. 7, ил. 113, библ. 390 назв.
8. Лукомская А.И., Евстратов В.Ф. Основы прогнозирования механического поведения каучуков и резин. М., «Химия», 1975, с. 360, библ. 806 назв.
9. Резниковский М.М., Лукомская А.И. Механические испытания каучуков и резин. Изд. 2-е перераб. и доп. М., «Химия», 1968, с. 499, рис. 231, табл. 15, библ. 1050 назв.
10. Прочность, устойчивость, колебания. Справочник в трех томах. Том 1. Под ред. д-ра техн. наук, проф. И.А. Биргера и чл.–корр. Латвийской ССР Я.Г. Пановко, Изд-во «Машиностроение» М: 1968. 821 с. табл. 155, рис. 733, библ. 449 назв.
Почтовый адрес:
404103, Волгоградская область,
г. Волжский, ул. Александрова, дом 67
E-mail: ois@vntk-org.ru




























